La supervivencia de la Salmonella puede durar meses (o incluso años) en condiciones de sequedad y es el patógeno que más se asocia a los incidentes de seguridad de los alimentos secos y los piensos. Entonces, ¿cuáles son las formas más efectivas y no químicas de controlarla?
Una de las prácticas más comunes para el control de la salmonela en los piensos fue el uso de formaldehído como aditivo para piensos. Sin embargo, la Comisión de la Unión Europea ha votado recientemente para prohibir el uso de formaldehído con este fin (UE 2018/183). La razón principal de este cambio es el efecto cancerígeno y tóxico del formaldehído en las personas que manipulan las sustancias químicas, que están directamente expuestas a él (Panel FEEDAP de la EFSA, 2014). No sólo la legislación europea está cambiando. La Ley de Modernización de la Seguridad Alimentaria de la Administración de Alimentos y Medicamentos (FDA), la reforma más amplia de la seguridad de los alimentos y los piensos en la historia de los Estados Unidos, introdujo la Regla Final para las Buenas Prácticas de Fabricación, el Análisis de Peligros y los Controles Preventivos basados en el Riesgo para los Alimentos para Animales (en vigor desde 2017, 21 CFR Partes 11, 16, 117 y otras). La nueva norma exige que todas las instalaciones que producen, procesan, envasan o almacenan alimentos para animales apliquen un plan escrito de seguridad de los alimentos para animales que se centre en la prevención de los peligros en los alimentos para animales. Por primera vez, se han establecido requisitos para las Buenas Prácticas de Fabricación Actuales (CGMP) de alimentos para animales.
Procesadores de alimentación de mayor presión
Al mismo tiempo, el sector agrícola se está alejando de los antibióticos preventivos. El primer paso para evitar el uso de antibióticos es mejorar la higiene en el procesamiento de los alimentos y en las instalaciones de manipulación de animales. Todo esto ejerce una mayor presión sobre los procesadores de alimentos para que entreguen alimentos libres de patógenos y reduzcan el uso de antibióticos o aditivos como el formaldehído, todo ello a bajo costo. Además, la presión se desplaza hacia arriba en la cadena de valor desde los minoristas y los productores de alimentos. No existe una solución única que pueda aplicarse para controlar la salmonela en los piensos. La forma más eficaz es adoptar un enfoque similar al que se aplica actualmente para la industria alimentaria. Esto incluye una combinación de medidas para prevenir la introducción, el crecimiento y la transferencia de patógenos dentro del entorno de la fábrica (Figura 1).
Garantizar materias primas de alta calidad
El primer paso para prevenir la aparición de Salmonella en los piensos es garantizar una materia prima de alta calidad. Los productores de piensos deben contar con un proceso de aprobación y auditoría de proveedores que especifique las prácticas de manipulación de las materias primas (por ejemplo, las buenas prácticas agrícolas) y los niveles permitidos de peligros en las materias primas. Además, las materias primas deben ser inspeccionadas y sometidas a pruebas a su llegada. Se debería establecer un plan de acción en caso de que se detecte Salmonella (lo que sucedería con frecuencia). En el caso de las nuevas instalaciones, también se debe considerar la garantía de la ubicación apropiada de las instalaciones y el diseño de los edificios, por ejemplo, las zonas seleccionadas deben tener un bajo riesgo de inundación, deben estar alejadas de las fuentes de contaminación, como las granjas, o deben estar elevadas a un mínimo de diez metros de las fuentes de contaminación. Un cierto activo para la gestión de las materias primas es una solución de trazabilidad completa que permita el rastreo preciso de los lotes de materias primas hasta los proveedores y los productos finales, así como hasta la elaboración y los resultados de las pruebas de laboratorio. La solución debería permitir una respuesta rápida a los incidentes en los casos en que la trazabilidad precisa del producto sea crucial, reduciendo así al mínimo el impacto comercial de los incidentes y la cantidad de producto desperdiciado o reprocesado.
Prevención de la proliferación de microorganismos
Una de las medidas más importantes que los procesadores de alimentos pueden aplicar para prevenir el crecimiento de bacterias es mantener el nivel de humedad del alimento y del entorno de procesamiento bajo y estable. Esto puede incluir condiciones controladas durante el almacenamiento, así como un secado adecuado de la materia prima entrante y del alimento después de su peletización (por debajo del 14% de humedad). También se debe hacer hincapié en evitar la condensación, lo que puede hacerse mediante la introducción de un secado con aire caliente del equipo (por ejemplo, el acondicionador o los elementos de transporte) o de alfombras calefactoras cuando no se utilicen. También es deseable un proceso de enfriamiento adecuadamente diseñado y aislado después del tratamiento térmico. El diseño higiénico de la maquinaria y las instalaciones también desempeña un papel fundamental para evitar la proliferación microbiana, a fin de descartar los nichos que fomentan la proliferación microbiana. Los nichos son zonas de gran humedad donde pueden acumularse el producto y el polvo y a las que no se accede durante la limpieza. El buen mantenimiento de la casa juega un papel crucial en la prevención del crecimiento microbiano. El polvo y los restos de productos deben ser removidos frecuentemente para disminuir la posibilidad de que ocurra la Salmonella. También se debe controlar el acceso de las plagas, que pueden ser portadoras de este patógeno.
Implementación de un paso fiable para la eliminación de Salmonella
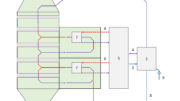
En el procesamiento de los piensos, la etapa de procesamiento térmico, como el acondicionamiento y la retención antes de la peletización, se considera típicamente como una etapa de eliminación de bacterias. Incluso los productos de alimentación que no tienen peletización, extrusión o expansión como parte del proceso, pueden tener implementada una etapa adicional de acondicionamiento y retención, seguida de una etapa de secado y, opcionalmente, de enfriamiento. Las condiciones típicas de los procesos de calor utilizadas por los fabricantes de piensos están entre 75°C y 85°C durante varios minutos. Cabe señalar que la adición de humedad también tiene una gran influencia en la eliminación de microbios. Por ejemplo, al cambiar la humedad del 12 al 19% durante el tratamiento térmico, se acorta el tiempo necesario para la reducción de 5 log de Salmonella en un factor de 3 (estudio inédito de Bühler, 2018). Los elaboradores de piensos suelen prolongar el tiempo de tratamiento térmico con el objetivo de lograr un mayor valor de reducción, pero esto se logra más fácilmente cambiando el nivel de humedad. El tratamiento óptimo debe diseñarse de manera que garantice un proceso seguro y, al mismo tiempo, mantenga un nivel de calidad y un valor nutritivo máximos del producto. Por lo tanto, un tratamiento térmico eficaz consiste en una interacción bien ajustada entre la temperatura, la humedad y el tiempo. Sólo comprendiendo la influencia de todos estos parámetros en el nivel de reducción bacteriana, podría ser posible afinar el proceso de tal manera que no inactive los aditivos sensibles al calor, por ejemplo, los probióticos, y que siga proporcionando el nivel de reducción requerido. Las condiciones exactas de la reducción microbiana y los cambios de calidad tienen que establecerse individualmente para productos de alimentación específicos durante la validación del proceso (Figura 2).
La validación del proceso es necesaria para probar la eficacia y la consistencia del paso de matar. Implica la cualificación del equipo, es decir, evaluar si el equipo es capaz de hacer el trabajo. La evaluación del nivel de inactivación microbiana se mide generalmente con pruebas de desafío microbiano. Esto significa inocular la materia prima con un microorganismo sustituto que sea inofensivo pero que imite el comportamiento térmico del patógeno en cuestión. El grado de eliminación de microorganismos, o de inactivación logarítmica, causado por los ajustes específicos del proceso se calcula a partir de los recuentos de bacterias antes y después del proceso. Posteriormente, durante el proceso estándar, la temperatura debe vigilarse en un lugar predeterminado (esto debe hacerse junto con un proveedor de equipo) y debe alcanzarse un valor mínimo para una inactivación logarítmica definida. Obsérvese que un proceso térmico ejecutado en condiciones definidas siempre producirá una reducción logarítmica específica. Por lo tanto, se prefiere el uso de materias primas con una baja contaminación microbiana inicial para lograr recuentos más bajos en el producto final. Las recetas con alto contenido de grasa y baja actividad del agua (aw) tienden a proporcionar una reducción microbiana más baja. También hay que considerar específicamente el inicio del proceso, mientras la máquina se calienta. Para evitar que se desperdicie el producto poco elaborado, debe asegurarse que el producto se mantenga en la máquina (por ejemplo, un acondicionador) hasta que se alcance la temperatura requerida durante la puesta en marcha. Un sistema de automatización que supervise, registre y controle el proceso, en particular el límite de temperatura crítica, es de valor para documentar el proceso. Aparte de un tratamiento térmico, existen también tecnologías alternativas para la inactivación microbiana, como la irradiación, aunque por el momento no se utilizan comúnmente.
Evitar la recontaminación
La aplicación de un proceso de inactivación por sí sola no puede resolver el problema. También significaría que deben aumentarse los niveles de higiene y que debe garantizarse un procesamiento más higiénico directamente después de tal paso. Esto significa una adecuada zonificación de las fábricas, separando las zonas de materias primas de las zonas de los pasos posteriores a la matanza, un diseño higiénico de los edificios y un diseño pertinente del equipo. Se deben identificar, eliminar o controlar todas las posibles fuentes de contaminación microbiana. Por ejemplo, se puede instalar un sistema de filtración de aire para el aire de refrigeración de los productos (si se identificó durante la evaluación de riesgos que el aire es fuente de contaminación). El aire de enfriamiento del producto nunca debe provenir de las zonas de manipulación de materias primas. Además, el equipo después de la etapa de reducción microbiana tendría que basarse en un diseño higiénico adecuado. Un equipo higiénico cuidadosamente diseñado no sólo reduce el riesgo de contaminación -y, por tanto, minimiza la posibilidad de costosas retiradas de productos- sino que también mantiene la calidad del producto, aumenta la productividad y contribuye a la sostenibilidad. Se necesita menos tiempo y menos gente para la limpieza y los cambios, y se desperdicia menos producto.
Mejora y capacitación continuas
Para aplicar eficazmente las medidas mencionadas, todo el personal que participe en la fabricación, el almacenamiento y la manipulación de piensos e ingredientes de piensos debe estar debidamente capacitado y ser consciente de su función y responsabilidad en el mantenimiento de la seguridad de los piensos y, por consiguiente, de los alimentos. A menudo, la aplicación de las mejores soluciones de seguridad de los piensos requiere la colaboración con los proveedores de tecnología y los productores de piensos y alimentos. Otro aspecto que podría revolucionar la industria de los alimentos y los piensos en un futuro próximo es el progreso que se está realizando en el campo de la digitalización. Incluso ahora, existen muchas soluciones para la trazabilidad exacta de los productos, el mantenimiento predictivo del equipo, la mejora del rendimiento de la maquinaria, así como la supervisión de algunos parámetros clave del equipo, como la temperatura, la humedad, etc. El análisis de esos datos, junto con el uso de información adicional, facilitará la evaluación de los riesgos para la seguridad de los piensos y los alimentos y la elección de las mejores medidas posibles para controlarlos.
Las referencias están disponibles a petición.